Walker Ceramics is proud of the technical support and after sales service we provide. Listed below are some of the most common faults and their remedies, which we have collated over the years.
| FAULT | APPEARANCE | CAUSE | SUGGESTED REMEDIES |
BLISTERING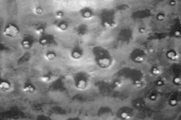 |
Innumerable craters, bubbles and pinholes in the surface of the glaze. A vitrified body with minute bubbles on the clay surface, that are sometimes only evident by roughened surface. Blistering over underglaze decoration. |
1. Over firing 2. In gas kilns, flame impingement will cause the fault. 3. Very rapid firing at maturity, does not allow glaze to mature. 4. Low thermal mass – fibre kilns – can cool too rapidly. |
1a) Slow down temperature rise to top temperature over the last 50°C. 1b) Increase soak time up to 30 minutes. 1c) Alter glaze to a more fluid state e.g. use nepheline syenite to replace some feldspar in stoneware glazes. 1d) Use wollastonite instead of whiting or dolomite in stoneware glazes. 1e) Often only near elements or flame flashing in gas kilns i.e. move pottery away from edges of kiln shelves. 2. Lower firing temperature or alter body fluxes 3. Use coloured stains instead of metallic carbonates, especially manganese dioxide. |
BLOATING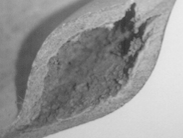
|
Bubble formation within body during firing. | 1. Expansion of the body produced by pressure build up of gases trapped in a partially vitrified body. a) Over firing or irregular firing. b) Carbon trapped within a vitreous body. c) Body too high in fluxes. |
1a) Reduce firing temperature. 1b) Fire more slowly. 1c) Reduce the flux content of the body and/or add grog to produce a more open body. |
| BLOW OUT
|
Craters in a bisque fired body. | 1. Presence of impurities in the clay or glaze. a) Particles of plaster from the surface of the mould. b) Sulphates and/or carbonate present in the body. |
1a) Avoid plaster contamination. 1b) Remove any plaster plucked away from the surface of the mould. 1c) Use more refined clay. |
CRACKING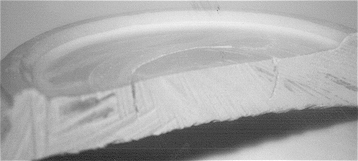 |
Cracks in a bisque fired body. | 1. Rapid or uneven drying. 2. Clay of poor plasticity. 3. Blunt turning tools. 4. Firing the body too fast up to 300°C. 5. Over working of the clay during forming. |
1. Dry the piece more slowly. Invert mugs, jugs, bowls when they have sufficient strength. 2. Increase the plasticity of the body. 3. Use sharper turning tools. 4. Slow down the initial firing rate to 2-4 hours. 5. Reduce handling time during forming. |
CRAWLING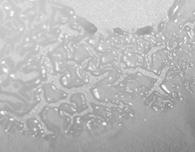 |
Bare (unglazed) patches on the surface of pottery. Glaze forming small islands. |
1. Excessive handling of dry clay ware be fore glazing. 2. Oil, grease, dust on ware before glazing. 3. Cracking of the glaze layer during drying and before firing. Excessive colloidal matter (clay) present in the glaze. 4. Soluble salts present in the body. 5. Over application of glaze. |
1. Minimize the handling of the bisqueware before glaze application. 2. Keep the bisqueware clean. 3. Handle dipped ware very carefully; reduce the clay content of the glaze. 4. Add Barium Carbonate (1-2.5%) to the clay body to precipitate the soluble salts. 5. Reduce the glaze application. |
CRAZING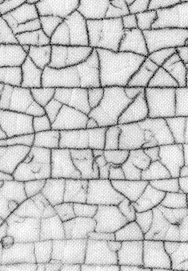 |
Fine cracks showing in the surface of the glaze. | 1. Mismatch of glaze and body thermal expansions. The body should have a higher expansion rate than the glaze to maintain the glaze under compression. 2. Glaze applied too thickly. 3. Moisture expansion of the body. 4. Underlining of the body or glaze. |
1. Increase the body expansion. a) Fire the body to a higher temperature. b) Soak the body for longer time at the peak temperature. c) Increase the silica content of the body. d) Increase glaze expansion. e) Add silica or china clay to the glaze. f) Use borax frit of lower expansion rate. 2. Reduce the glaze thickness. 3. Reduce the porosity of the body. |
| DEVITRIFICATION | Gloss glazes appearing matt. Milky appearance of transparent glaze. | 1. Precipitation taking place during cooling of the glaze. a) The appearance of small crystals on the surface of the glaze such as calcium or zinc silicates. b) Milky precipitate such as calcium borate. |
1a) Cool more quickly down to 700°C, that is, whilst the glaze is still semi-molten. 1b) Reduce the lime content of the glaze. 1c) Add china clay to the glaze. 1d) Use low solubility glaze instead of lead free glaze. |
| DIMPLED SURFACE
|
Orange peel glaze surface. | Gas bubbles in the glaze. 1. Too rapid firing. 2. Under firing of glaze. 3. Under firing of body. 4. Over firing of body and/or glaze. |
1. Slower firing cycle or longer soaking period. 2. Check firing temperatures using pyrometric cones. 3. Biscuit firing temperature to minimum 1000°C. 4. Check firing temperatures using pyrometric cones. |
| DUNTING
|
Splitting of ceramic ware due to silica inversion. When the glaze has run into a crack, the dunting has occurred during the heating cycle. A crack with a sharp edge means that the dunting has occurred during the cooling cycle. | 1. Too rapid heating and/or cooling of the body especially around 573°C and 226°C (silica inversion temperatures). 2. Body too high in silica. 3. Large variations in the thickness of the walls of the piece giving rise to thermal gradients. 4. Over firing of the body. |
1. Fire and cool the clay body more slowly through the temperature ranges at which silica inversions take place. ie 226 to 573°C. 2. Reduce the silica content of the body. 3. Give careful consideration to your design. 4. Reduce the firing temperature of the body. 5. Increase the openness of the body by the addition of grog. |
| ENGOBE FAULTS | Flaking or cracking on drying. Flaking or cracking after firing. |
1. Shrinkage of slip too high. The flakes curl away from the surface. 2. Shrinkage of slip too low. The flakes quite flat or the same contour as the surface. 3. After firing is caused by shrinkage differences, usually on the convex faces and edges. |
1a) Ware too dry when applying engobe. 1b) Check settling of slip, stir well before applying. 1c) Too thick a coat, also try drying more slowly. 1d) Engobe has too low solid content, deflocculate and increase litre weight. 2a) Increase shrinkage of engobe, add 1-5% bentonite. 2b) Apply to drier ware. 2c) Thinner application of engobe. 2d) Add gum arabic to slip 0.5-1%. 3. Add 20% of glaze to engobe to attach it by reaction with the body. |
HOT WATER DUNTING |
Coffee mugs, teapots, casseroles, etc. crack when boiling water is poured into the vessel. Usually around the base or spiraling up the side wall. They are usually reduction fired, iron rich bodies, that are only partially glazed. | 1. Caused by grossly different coefficients of expansion between the over fired or over reduced sections of the pot. The glazed areas are more protected. This excessive formation of glassy phase develops high compression and thin walls cannot withstand the high stresses. 2. The reduction of iron and the formation of ferrous silicate glazes in localized areas, principally in the under glazed or thin areas near the base. 3. Poor geometry. |
1. Make pots thicker and even thickness for extra strength. 2. Reduce the time of reduction firing and start it later in the firing cycle. 3. Give careful consideration to your design |
| ONCE FIRED WARE FAULTS-
Glazing Technique Faults |
1. Body swelling and cracking under the glaze. 2. Crawling, bare (unglazed) patches on surface of ware. Glaze forming small islands. |
1. Moisture absorption into body which parts in thin layers parallel to the surface or bulges form due to the air entrapment in centre of thin walls. 2a) Dust on the surface of the ware. 2b) Rupturing glaze by steam generation from fast firing. 2c) The drying and firing shrinkage of the glaze is not matched. |
1a) Completely dry ware to less than 0.5% water content. 1b) Deflocculate glaze to reduce water content but retain sufficient thixotropy to eliminate running. Use soda ash as the deflocculant. 1c) Hollow ware: thin, dip inside then immediately dip outside with a quick drying time; otherwise dry well before glazing the outside. 1d) Watch drying time from dripping; it should be about seven seconds. If longer than this, body swelling and cracking can occur. To increase drying time, add a flocculent such as Epsom salts or calcium chloride. To lower drying time, add soda ash or Dispex or in crease litre weight. 2a) Reduce handling and blow dust off surface before glazing. 2b) Slow firing up to 600°C and ventilate kiln well. 2c) Glazes should contain about 30% clay or 5 to 6% bentonite. Watch for cracking during drying to guide shrinkage control. |
| PEELING
|
Glaze lifting away from the body. This mainly occurs on the edges of pots such as cup rims and handles. | 1. Glaze under compression. 2. Migration of soluble salts to the surface of the body during drying or firing, giving rise to poor glaze adhesion. |
1. Reduce the body expansion a) Reduce the firing temperature. b) Reduce the body soaking period. 2. Increase the glaze expansion a) Add high expansion alkaline frit. b) Reduce silica and/or alumina content of the glaze. 3a) Add barium carbonate (1-2.5%) to body to precipitate soluble salts. 3b) Sponge the rims and handles of the piece before bisque firing. |
PINHOLED GLAZE |
Pinholes in the glaze after firing. | 1. Development of gases from the body and/or glaze during firing. a) Under firing of the body. b) Air trapped in the clay. c) Over application and over firing of underglaze colours. d) Soluble salts (sulphates) in the body. e) Excessive whiting in the glaze. f) Under firing of the glaze. g) Over firing of the glaze giving rise to decomposition of materials. |
1a) Fire body to recommended firing temperature. b) Wedge the plastic clay thoroughly. c) Reduce the application of underglaze colours. d) Add 1-2.5% barium carbonate to the body. e) Reduce the amount of whiting in the glaze. f) Fire the glaze to the recommended firing temperature. g) Reduce the firing temperature of the glaze. |
| SCUMMING | Dull scum on the glaze surface. | 1. Sulphur gases present in the kiln atmosphere reacting with the glaze. a) Sulphates present in the body. b) Sulphur present in the kiln gases. |
1a) Ventilate the kiln as much as possible. 1b) Fire the bisqueware to a temperature high enough to liberate any carbon or sulphur. |
| WARPING | Mis-shaped greenware after drying and/or firing. | 1. Uneven drying or uneven firing. 2. Thick and thin sections and ‘bad’ geometry of piece. 3. ‘Clay memory’ i.e. the reverting of shape if strains are applied during forming. Examples – (i) clay spiral in thrown ware (ii) strains during handling. 4. Warped kiln shelves is a common cause. 5. Firing too fast. 6. Inadequate or ill-positioned supports during drying or firing. |
1. Ensure even drying and firing rates. 2. Give careful consideration to your design and try to maintain an even thickness during forming. 3. Allow for clay memory during forming and when attaching handles. 4. Check all kiln furniture and rotate regularly. 5. A firing rate of 150°C per hour is sufficient. 6. Take great care when stacking the kiln ensuring adequate support for the piece. |